Расточка коленвала ЗМЗ 409
- Содержание:
- Удаление продуктов износа и нагара из полостей шатунных шеек коленчатого вала ЗМЗ-409
- Номинальные и предельные размеры коленчатого вала ЗМЗ-409
- Контролируемые параметры при ремонте коленчатого вала ЗМЗ-409
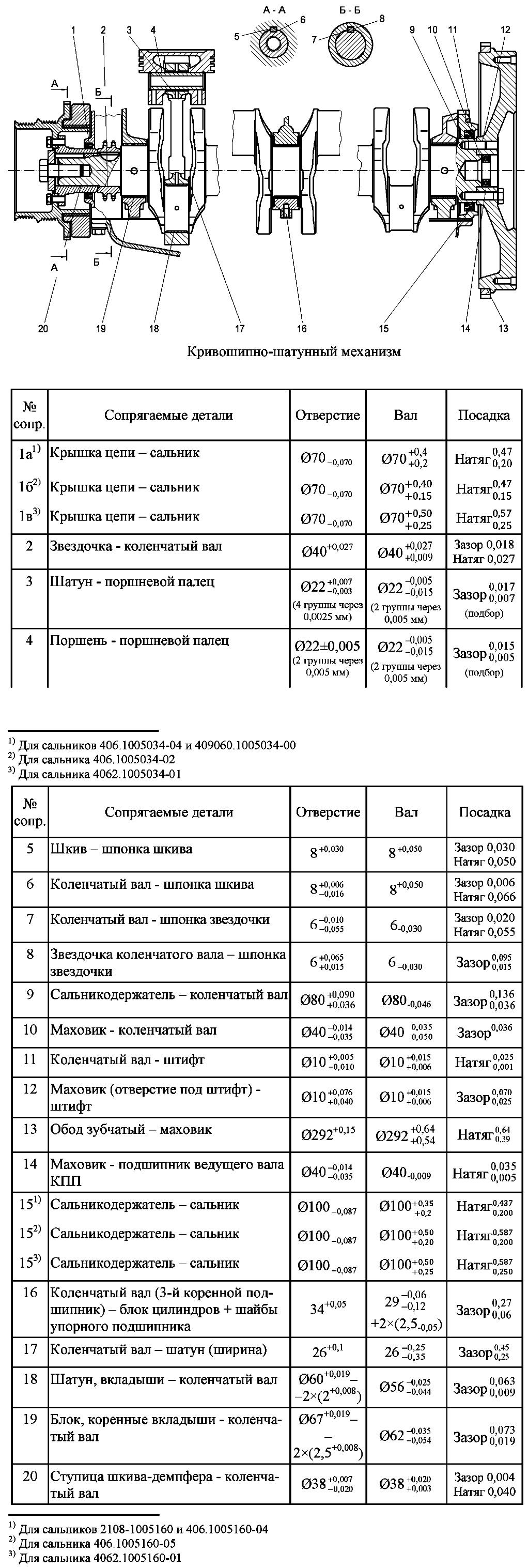
- Размеры сопрягаемых деталей и зазоры коленчатого вала ЗМЗ-409
При наличии трещин любого характера на поверхности коленчатого вала ЗМЗ-409 051 и ЗМЗ-409 052, ZMZ PRO, он подлежит выбраковке. При проверке технического состояния коленчатого вала, необходимо сверятся с перечнем контролируемых параметров. Они приведены ниже.Проверка и ремонт коленчатого вала ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO, номинальные и предельные размеры коленчатого вала, контролируемые параметры при ремонте. Для удаления отложений из полостей шатунных шеек и масляных каналов коленчатого вала ЗМЗ-409051 и ЗМЗ-409052 необходимо вывернуть четыре пробки из шатунных шеек. Потом промыть раствором каустической соды (NaOH), нагретым до плюс 80 градусов, и металлическим ершиком тщательно прочистить полости и каналы.Удаление продуктов износа и нагара из полостей шатунных шеек коленчатого вала ЗМЗ-409
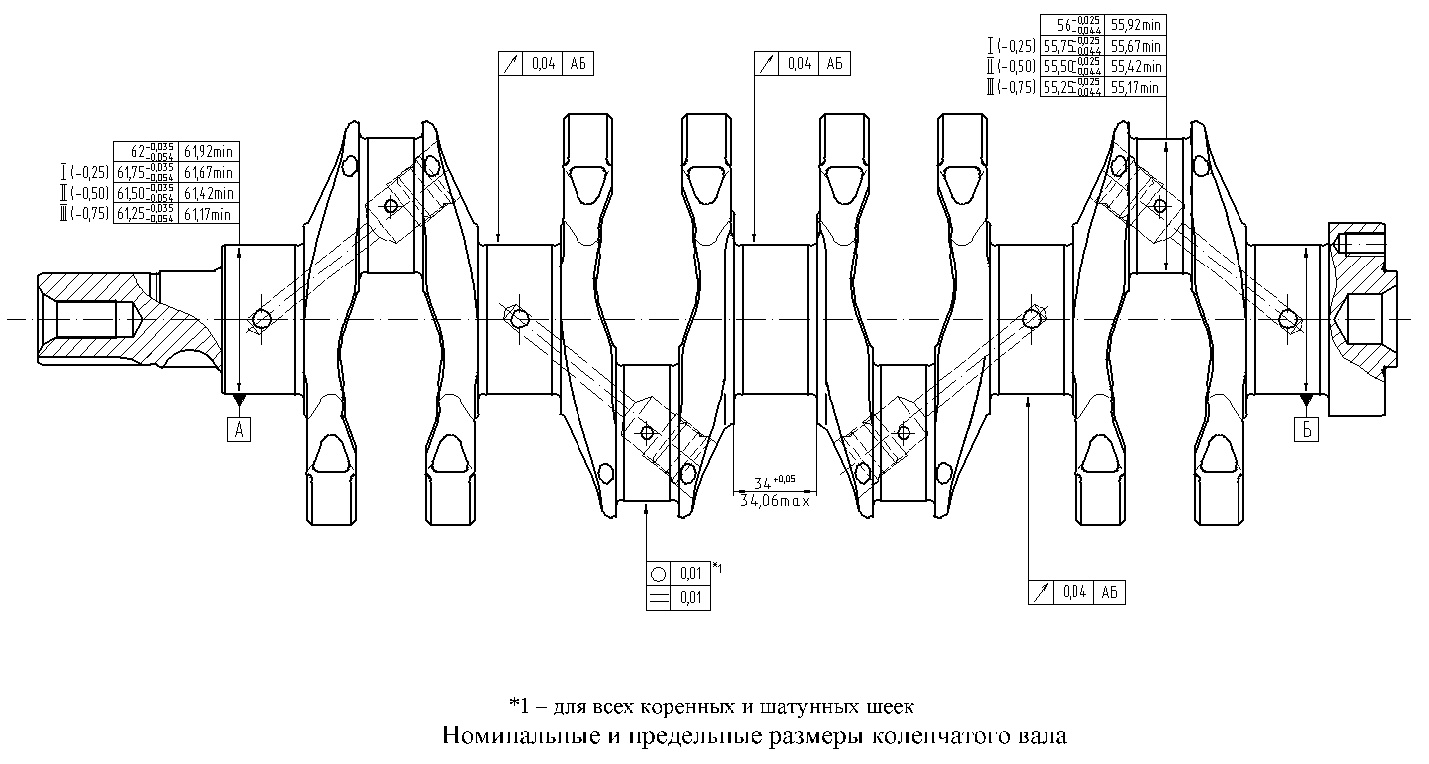
Затем промыть полости керосином и высушить сжатым воздухом. После чего завернуть пробки на место моментом 37-51 Нм (3,8-5,2 кгсм). Предварительно нанеся на их резьбовую поверхность анаэробный герметик.Номинальные и предельные размеры коленчатого вала ЗМЗ-409
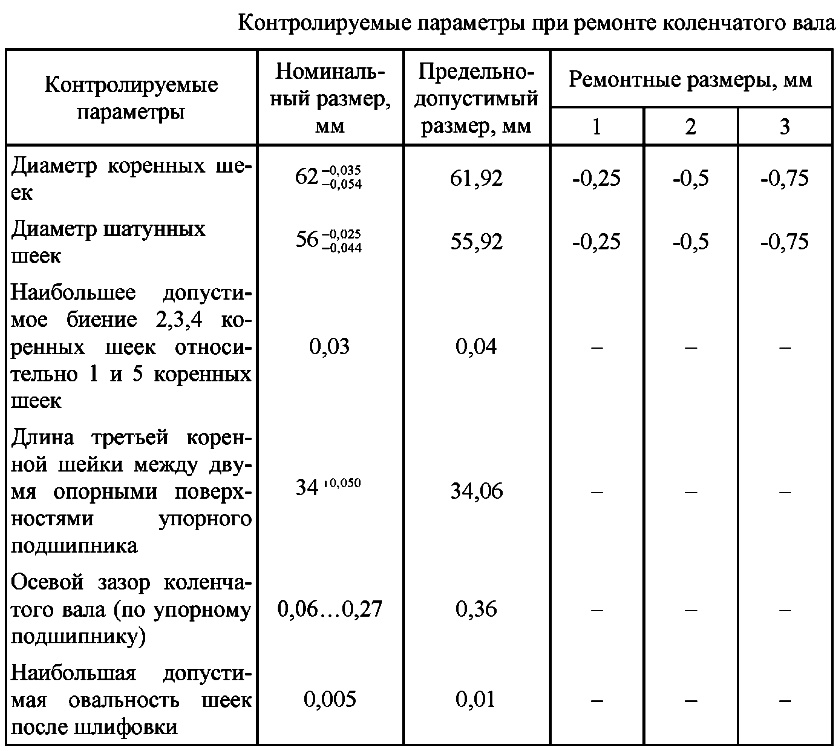
В процессе работы коренные и шатунные шейки коленчатого вала ЗМЗ-409051 и ЗМЗ-409052 изнашиваются, теряют геометрическую форму. Это снижает работоспособность кривошипно-шатунного механизма, вызывает повышенный износ цилиндров и поршневых колец. При этом может произойти выталкивание поршневым пальцем стопорных колец из канавок в поршне и выход поршневого пальца из поршня.Контролируемые параметры при ремонте коленчатого вала ЗМЗ-409
Коренные и шатунные шейки коленчатого вала ЗМЗ-409051 и ЗМЗ-409052 в результате износа принимают форму конуса и овала. Если коренные и шатунные шейки изношены более максимально допустимых размеров, и если конусность и овальность шеек более 0,04 мм, то шейки вала необходимо шлифовать в один из ремонтных размеров.Размеры сопрягаемых деталей и зазоры коленчатого вала ЗМЗ-409
Все одноименные шейки шлифуют в один ремонтный размер. Острые кромки фасок масляных каналов притупляют конусным абразивным инструментом. Затем шейки и фаски полируют. Радиусы галтелей коренных и шатунных шеек 2,25-2,5 мм. При износе поверхности заднего фланца коленчатого вала ЗМЗ-409051 и ЗМЗ-409052 или поверхности ступицы шкива-демпфера под рабочей кромкой сальника, необходимо сместить сальник для контакта его рабочей кромки с неизношенной поверхностью и предотвращения утечек масла. Для этого установить распорное кольцо необходимой толщины между сальником и сальникодержателем. Или крышкой цепи. При повреждении резьбы в отверстиях до двух ниток ее восстанавливают прогонкой под размер рабочего чертежа. Если сорвано две и более ниток, то ремонт производят:

- Резьба в отверстиях под болты крепления маховика — установкой резьбовых спиральных вставок.
- Резьба в отверстии под стяжной болт — нарезанием ремонтной резьбы.
- Резьбы в отверстиях под пробки — нарезанием ремонтной резьбы.
Читайте также на сайте: